Low Maintenance, Reduced Manual Lifting
Utilization of work stations and multiple conveyor systems produce a system of operation ergonomically safer and more cost-efficient.
Three and a half years ago, F. Schumacher & Co., a distributor of renowned Waverly fabrics, Schumacher fabrics and wallcovering, and manufacturer of high-quality home fashion decorating accessories decided to upgrade and automate their production operations. Mr. Bud Randall, Corporate Facilities Manager responsible for overseeing this entire project from concept to completion, contacted Century Conveyor, Inc., a Hytrol sales & service center based in South Plainfield, New Jersey.
Based on past projects Century had completed, F. Schumacher & Co., was very confident that Century Conveyor Service, Inc. working with Mr. Randall could provide them with assistance in the design and layout of a conveyor system which would be cost-effective and efficient. Schumacher & Co. elected to construct a new 526,000 sq. ft. distribution facility in Richburg, South Carolina. The objective was the consolidation and relocation of their distribution operations for several of their facilities located in various parts of the country.
A primary concern of F. Schumacher & Co. was the automation of the material handling portion of their product line. This included handling of fabrics, wallcoverings, bedspreads, curtains, and pillows. Before the installation of the system, the majority of their production operations were handled manually, involving a great deal of lifting, and moving of products by carts.
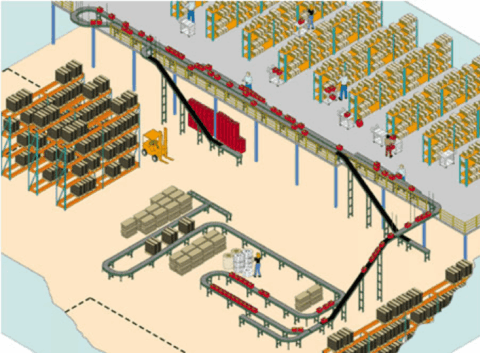
Through the utilization of work stations and five individualized conveyor systems, Century and Hytrol greatly reduced the manual lifting requirements and produced a system of operation which was ergonomically safer and cost-efficient.
Integrating a variety of HYTROL conveyors, five independent systems were created:
- SYSTEM 1 – Transporting of “ready to ship” cases from the home fashion production areas to a staging area for shipping
- SYSTEM 2 – Three packing lines for conveying rolls of fabrics
- SYSTEM 3 – Wallcovering packing line
- SYSTEM 4 – Heavy freight line
- SYSTEM 5 – Shipping line for sample books of fabric and wallcoverings
Since its installation, the system has run perfectly. F. Schumacher & Co. has been very pleased with the system’s reliability and low maintenance, and Mr. Randall highly recommends the use of Hytrol equipment.
Application Data
The nature of products here required the use of a variety of conveyors. In some cases, the live roller was used for general transportation of boxes. In other areas, belt conveyors were used for transporting unboxed items. These slider bed units are also quieter. Heavy-duty 20-CR and 2514-CRA were used for conveying and accumulating heavier loads. Finally, boxes waiting for shipment are moved by an ABA zero pressure unit or in some cases a gravity unit.
System #1 starts in the sample manufacturing area. It uses a Hytrol Model SP. Items packaged in the home fashion area or showroom samples, using a special container, travel via an incline and ABA to the shipping area. LRC curves are also used and, to avoid accumulation in these curves, a photo-eye senses when the conveyor is full and shuts the unit down.
System #2 consists of three packing lines for fabrics. Fabric orders are picked from static shelving, placed in a cart, and pushed to a cutting station. There, the fabric is cut according to the order and placed on a roller bed belt unit which takes it to the packing station. The packer can control or feed items as needed to that station. After packing, they are placed on another roller bed conveyor which takes them to a scale area. Roller bed conveyor was preferred here because of the potentially higher loads. Some of the RB conveyors used a TW type frame which was more eye-pleasing and had no protruding edges. At the end of the packing conveyor are a scale and an operator who weighs the roll. The operator pushes the roll off the scale onto a conveyor with a flipper. The roll is then moved on a 5 ft. wide cleated belt which takes it to a rack. This rack travels to UPS and is returned after emptied.
System #3 is the wallpaper line. Wallpaper is picked from storage rack and placed near the packers who put the rolls of paper in boxes. Boxes are then placed on the conveyor. There are two slider bed Hytrol TL units side by side with work stations on one side. These belt conveyors end at a wide 20-CR (chain roller). The chain roller has a plow mounted to it controlled by the scale operators. These operators move the plow the direction necessary to get work in process. The 20-CR was used to provide good traction for diverting the heavy boxes. After the 20-CR, boxes accumulate on an ABA zero pressure waiting for shipping.
System #4 is the heavy-duty line for boxes of fabric weighing up to 400 lbs. Again, rolls of fabric are brought to the packing stations next to the conveyor, a 20-CR, used to best convey heavy boxes. At the workstation table, boxes are loaded and sealed. When finished, a set of rollers extending from the table to the 20-CR can be lifted by a foot-operated pedal. Boxed are then pushed onto the 20-CR. When the rollers are lowered, the box travels to the scale and strapping area. A break belt is located before the scale. When the operator calls for it, the box transfers to the scale is weighed and then sent to the binder. The binder bands it in one direction transfers it at 90 degrees with a heavy-duty push-off, bands it in the other direction then conveys it to a gravity line for removal by a lift truck.
System #5 is used for processing sample books of fabric and paper. Samples are staged on a gravity conveyor, transferred to a short Hytrol 1.9-SP then to an ABA via a special pop up o-ring transfer. Samples not boxed travel through a shrink wrap machine before shipping.